21
Feb
vitrified bond diamond grinding wheel for pcd tools
1.Application of vitrified diamond grinding wheel:
vitrified diamond grinding wheel are widely used in the fields of tungsten carbide, ceramics, glsasses, PCD, PCBN, CVD, natural diamond, stones, etc.
2.Feature of vitrified diamond grinding wheel :
1.High grinding efficiency than that of metal bonded diamond grinding wheel
2.High abrasion resistance and less abrasive consumption
3.Small grinding force and low grinding temperature
4. High grinding precision of the workpiece,good surface quality and good maintenance of the shape of workpiece
More advantages of diamond grinding wheel:
*high quality of PCD & PCBN insert edges after sharpening;
*short grinding time&long tool life
*high efficiency and accuracy of sharpening;
*remarkable decreasing of unitary grinding costs;
Drawing and Specification of vitrified diamond grinding wheel:

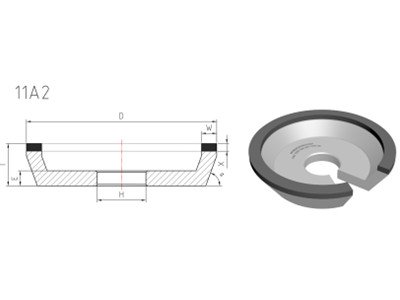
| Type | D(mm) | T(mm) | H(mm) | W(mm) | X(mm) |
| 6A2 | 100 | 40 | 20/32/40 | 5/10/15 | 10 |
| 125 | 40 | 32/40 | 5/10/15 | 10 | |
| 150 | 40 | 32/40 | 5/10/15 | 10 | |
| 11A2 | 100 | 40 | 20/32/40 | 3/5/10 | 3-10 |
| 125 | 40 | 32/40 | 3/5/10 | 3-10 | |
| 150 | 40 | 32/40 | 3/5/10 | 3-10 | |
| Grit: D35 D20 D15 D9 D6
According to customer’ s requirements. |
|||||
4. How to sharp the tools with PCD & PCBN inserts?
Tools with PCD&PCBN inserts are very reten-tive, but demand an occasional sharpen-ing. In comparison with conventional tool mate-rials, the sharpening of PCD&PCBN tools requires another approach in scope of grindingmethods and grindingwheels char-acteristics. The sharpening of polycrystalline tools is a very challenging task both for users and for wheel manufacturers.
To ensure the proper condition of PCD&PCBN sharpening process the following fac-torsare indispensable: high precision grinding machine with stiff construction and vibration dampening system which can guarantee high preci-sion grinding, demanded during sharp-ening of PCD & PCBN inserts; specially designed grinding wheels ap-propriate for high efficient and precision machining, which assures getting an ex-cellent blade edge quality.
5. What kind of diamond grinding wheels to use?
We have created a high effi-cient polycrystalline diamond wheels suit-able for sharpening tools with PCD&PCBN inserts.
Thanks to modern technology, these grind-ing wheels have met the application in extremely accurate and efficient sharpen-ing processes of PCD&PCBNtools,which are progressively wide spread in advanced manufacturing techniques in many branches of industry.
6.How to select a proper grinding wheel?
In order to obtain high quality of PCD & PCBN insert edges after sharpening; we elaborate 5 grain size from rough grinding to super finish grinding for customer’s needs. As for other wheel parameters, such as grain concentration, wheel’s hardness and structure are chosen individually for each user in dependence on machining type, used grinder and properties of sharpened tool.
Grain size selection of vitrified diamond grinding wheel:
| Grain Size | Machining type | Application |
| D35
D20 |
Rough | Regrinding a blade edge profiling and sharpening of much worn inserts. |
| D15 | Universal | Standard grain size-can also getting a high sharpening efficiency and good quality machined surfaces . |
| D9 | Finish | Finishing grinding – getting a very good quality of machined surfaces. |
| D6 | Super finish | Super finish grinding – getting a brilliant quality of machined surfaces. |
7. How to set the machining parameters?
During PCD & PCBN inserts sharpening one should pay a particular attention to the proper selection ofmachiningparameters. Diamond grinding wheel, even made with the most advanced technology, never be efficient if its working conditions or machin-ing parameters will be improper.
Machining parameters selection of diamond grinding wheel
| Grinding velocity | 20 m/s – recommended;
15-30 m/s – acceptable* |
| Allowance rough grinding: standard grinding: finish grinding: |
0.02-0.05 mm
0.01-0.025 mm 0.005-0.01 mm |
| Oscillation frequency | 60 -100/min – recommended
50-120 1/min – acceptable |
| Number of sparking out passes |
3-8 |
| Recommended abrasive stick |
Aluminium oxide abrasive stick 5410 – 20x10x100 99A 320 J7V |
| Coolant | Water-oil emulsion 3%-5% |
| Remarks |
Infeed of grinding wheel must be done always out of machining |
More soultions for superhard materials from moresuperhard,please contact us freely.





