11
Feb
Precision finishing of inner holes in high-hardness steel parts (above HRC 60) is an industry bottleneck. Especially in the composite working conditions of “small hole diameter + high hardness + micro machining allowance + high precision”, traditional processes are prone to problems such as rapid tool wear and out-of-tolerance hole diameter, which restrict production efficiency and qualification rate.
A precision machinery enterprise has long faced inefficiency in the precision finishing of inner holes of quenched and tempered steel parts. Our company customized a solution centered on CCMW030104 CBN525 inserts, which successfully achieved dual breakthroughs in efficiency and precision. The detailed case analysis is as follows.

The customer mainly engages in the production of precision hydraulic and automotive shaft components. The core quenched and tempered steel part processed this time is used in high-end hydraulic systems, and the inner hole precision directly affects the performance of end products.
Before adopting our solution, the customer used traditional cemented carbide inserts and encountered the following pain points:
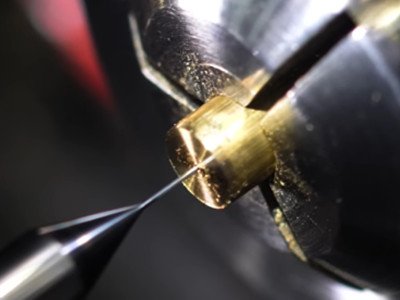
This processing is a typical composite scenario of “small hole diameter + high hardness + micro machining allowance”, with specific parameters as follows:
| Processing Parameters | Specific Values/Specifications |
| Processing Method | Precision Inner Hole Turning |
| Workpiece Material | Quenched and Tempered Steel |
| Material Hardness Range | 62–65 HRC |
| Target Hole Diameter | Ø5.93 – 5.95 mm (Small Hole Diameter) |
| Dimensional Tolerance | ±10 μm |
| Inner Hole Processing Length | 30 mm |
| Single-Side Radial Depth of Cut (ap) | 0.06 mm (Micro Machining Allowance) |
| Tool System | C05H-SCLCL03-06AN Cemented Carbide Boring Bar |
This working condition has extremely high requirements on tool strength, wear resistance and stability: small hole diameter is prone to vibration, micro depth of cut requires real cutting capacity, and high hardness and strict tolerance require controllable tool wear and small thermal deformation.
Combined with the customer’s pain points and working conditions, we selected CCMW030104 CBN525 inserts matched with a special cemented carbide boring bar, with the core logic as follows:
As a super-hard material, CBN (Cubic Boron Nitride) is second only to diamond in hardness, suitable for high-hardness steel parts above HRC 58, and has significant advantages over cemented carbide:
The negative rake angle design adapts to the customer’s needs, with core advantages: compact structure suitable for small hole boring, high edge strength to prevent chipping, controllable wear for easy tool compensation, and precision edge suitable for micro cutting.
The cemented carbide material improves rigidity, makes up for the lack of rigidity of small hole boring bars, reduces vibration, and provides support for stable cutting of CBN inserts.


Aiming at the three core processing difficulties, we made breakthroughs one by one through insert selection and parameter optimization:
Solution: Select cemented carbide boring bar, optimize cutting parameters, shorten the extension length of the boring bar, and effectively suppress vibration combined with the low friction characteristics of CBN inserts.
Solution: Select CBN inserts with precision edges, optimize the matching degree of feed rate and depth of cut, and rely on their high wear resistance to keep the edges sharp, ensuring stable cutting.
Solution: Establish a standardized tool compensation process based on the linear wear characteristics of CBN inserts; the negative rake angle prevents chipping, and the high red hardness reduces thermal deformation; turning instead of grinding reduces clamping errors.
Verified by mass production, the solution has achieved remarkable effects and fully solved the customer’s pain points:
The inner hole tolerance is stably controlled within ±10 μm, defects are completely eliminated, and the product qualification rate is increased from 75% to more than 99.5%, meeting the requirements of high-end products.
A single CBN insert can process 120–150 workpieces, with a service life 8–10 times that of cemented carbide. The tool change frequency is greatly reduced, improving production continuity.
Tool change and adjustment time is reduced, grinding process is eliminated by turning instead of grinding, and the single-piece processing cycle is shortened by more than 40%, meeting order delivery requirements.
Although the unit price of CBN inserts is higher, combined with extended service life, improved qualification rate and simplified processes, the comprehensive cost per piece is reduced by more than 50%, reducing equipment investment and maintenance costs.
In this case, the CBN insert solution successfully solved the problem of precision finishing of small-diameter and high-hardness inner holes, achieved triple optimization, and was recognized by the customer.
Practice has proved that in the precision finishing of high-hardness, small-diameter and high-precision inner holes above HRC 60, CBN inserts are the optimal solution to replace traditional processes, which can effectively break through processing bottlenecks.
At present, CBN tools have been widely used in precision machinery, automotive parts and other fields. In the future, we will continue to customize targeted solutions to help customers achieve efficient, high-precision and low-cost production.






