27
Feb
In the field of precision optical manufacturing, drilling technology is a core link to ensure the performance of optical components. Most optical materials have the characteristics of brittleness and strong light transmittance, and traditional drilling is prone to edge chipping, high material loss and other problems. With the development of downstream fields, the requirements for drilling precision, efficiency and other aspects have been improved, promoting the maturity of special optical drilling technologies. At present, the mainstream technologies include four types: diamond core drilling, ultrasonic-assisted drilling, laser drilling and abrasive water jet drilling, which are suitable for different processing scenarios.

Diamond core drilling is one of the most mature applied technologies. Its core principle is to use a diamond ring or core drill tool for high-speed rotational cutting, cut out a circular groove, and then take out the core to form a through hole. The tool adopts a metal-bonded diamond matrix and can be equipped with a cooling system to remove debris and reduce temperature, ensuring stable processing.
This technology is suitable for mass and small-to-medium batch production. The tool has a thin wall (0.6~2mm), resulting in low material loss, which is suitable for processing expensive crystals; it has a wide processing range (aperture 4~200mm, depth ≤100mm), covering most routine needs.
Process parameters: cutting speed 1~15 m/s, feed rate 5~200 mm/min, roughness Rz 15~30 μm, diameter tolerance ±0.02~0.1 mm. It is applied to perforated mirrors, laser rods, semi-finished optical components, spectacle lenses, etc. The numerical control upgrade further strengthens its batch production advantage.

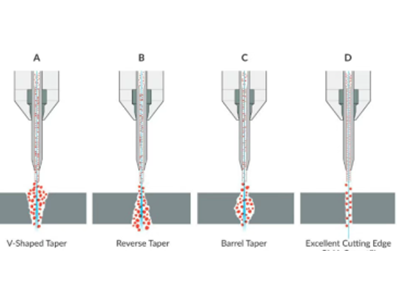
Ultrasonic-assisted drilling is improved based on diamond core drilling technology. It superimposes ultrasonic vibration with a frequency of up to 48000Hz, enabling the tool to achieve composite motion of rotation, feeding and ultrasonic vibration, forming pulsed cutting, reducing mechanical stress, and avoiding edge chipping and crushing defects.
Its characteristics are gentle processing, high edge quality and higher cutting rate than traditional drilling, but the equipment investment and maintenance costs are relatively high, which limits its popularization.
It is mainly applied to optical parts with high requirements for edge quality, typically the manufacturing of glass rods for medical endoscopes. It can also be used for high-end lenses, precision optical sensors, etc., and has obvious advantages in processing high-hardness materials.
Laser drilling is a non-contact processing method that uses CO₂ laser, femtosecond laser, etc., to form holes by ablating or melting materials. CO₂ laser is suitable for processing fused silica, and femtosecond laser can achieve high-precision processing without a heat-affected zone, adapting to brittle materials.
This technology is good at micro-hole processing (minimum aperture 0.13mm) and can flexibly process irregular hole shapes, but post-processing such as polishing and removing the heat-affected zone is required after processing to ensure the quality of the hole wall.
It is applied to optical fiber fixing holes, microstructured optical components, precision drilling of silicon substrates, etc. Femtosecond laser equipment has achieved ultra-high precision of ±1-5μm and is widely used in the semiconductor and consumer electronics fields.

Abrasive water jet drilling uses a high-pressure water jet of 500~4000 bar to carry abrasive particles to impact materials to form holes. A glass sample can be equipped to protect the back of the workpiece to avoid edge chipping.
Its advantage is strong material adaptability (suitable for various types of glass, ceramics, silicon, etc.), wide processing range (aperture 2~1250 mm, thickness 0.2~100 mm), and it is a cold processing method without heat influence. However, the cutting rate is relatively low (0.02~5 m/min), which is not suitable for rapid mass production.
Process parameters: minimum diameter tolerance ±0.15 mm, roughness Rz 5~50 μm. It is applied to the drilling of optical-mechanical adapter plates, irregular hole processing, and pre-processing of semi-finished core drilling, and has broad prospects in the photovoltaic and hydrogen fuel cell fields.
The selection of drilling technology needs to comprehensively consider six core factors: material type, aperture size, precision, edge quality, production batch and cost.
Summary of applicable scenarios: diamond core drilling is suitable for routine high-precision mass production; ultrasonic-assisted drilling is suitable for high edge quality requirements; laser drilling is suitable for micro-holes and complex structures; abrasive water jet drilling is suitable for large-size, multi-material and irregular through-hole processing.
Industry trends: technology is evolving towards compounding, equipment is upgrading towards numerical control and intelligence, and the core technology of domestic equipment has made breakthroughs, gradually replacing imported equipment. In the future, it will further break through the bottlenecks of precision and efficiency, expand more application scenarios, and support the high-quality development of optical manufacturing.








