31
Mar
In the field of machining HRC58–62 high-hardness bearing steel, CBN (Cubic Boron Nitride) tools have been widely used to replace traditional grinding processes due to their ultra-high hardness and heat resistance, enabling efficient finish machining. However, in practical production applications, problems such as surface bluing, yellowing, unstable surface finish, and local “burning” occur frequently, which not only affect the surface quality and service performance of workpieces but also may lead to product scrapping, becoming a key bottleneck restricting machining efficiency and quality.


Taking the typical bearing steel GCr15 as an example, it exhibits two core characteristics after quenching, which directly determine the machining difficulty:
– High Hardness (HRC58–62): The material has extremely high hardness, so the cutting process is no longer the conventional “cutting removal” but transformed into “micro-grinding behavior”. The cutting resistance is large, the friction is intense, and a lot of heat is easily generated.
– Strong Thermal Sensitivity: When the surface temperature of the workpiece exceeds the critical value, a tempering reaction will occur, leading to irreversible changes in the metallographic structure. It is intuitively manifested as blue, yellow and other color changes on the surface, and at the same time, the core properties of the workpiece such as hardness and wear resistance are significantly reduced, which is the “burning” phenomenon.
Looking at the characteristics of CBN tools: they have ultra-high hardness (matching high-hardness steel machining) and excellent thermal stability (high temperature resistance up to 1000℃ or more), which can theoretically be perfectly adapted to high-hardness bearing steel machining. However, a key cognition needs to be clarified: CBN tools themselves are not afraid of high temperatures, but do not have active heat dissipation capacity and cannot actively take away the heat generated during the cutting process — this is also the core premise for the occurrence of burning problems.
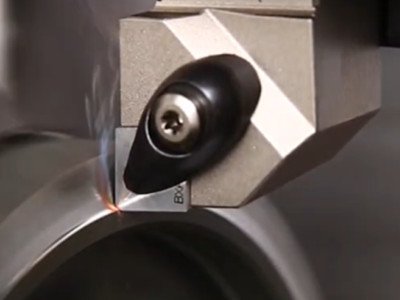
The heat generated during the cutting process is mainly dissipated through three paths: part is absorbed by the tool, part is discharged with the chips, and the other part is conducted to the workpiece. Under normal machining conditions, the heat distribution among the three is balanced, and the surface temperature of the workpiece will not exceed the critical value; however, when the machining parameters are unreasonable, the heat dissipation path is blocked, a lot of heat accumulates on the workpiece surface and cannot be discharged in time, eventually leading to tempering of the surface structure and burning.
Combined with a production scenario of finish turning of a bearing outer ring, the causes and solution process of the burning problem are specifically analyzed to provide reference for practical production.
– Machining Material: GCr15 bearing steel (hardness HRC60 after quenching)
– Machining Process: Finish turning of outer circle (finish machining process, which has extremely high requirements on surface quality)
– Machining Parameters: Cutting speed vc=180 m/min, feed rate f=0.05 mm/rev, depth of cut ap=0.1 mm
Local bluing occurred on the outer circle of the workpiece, and the surface roughness Ra value fluctuated greatly (failed to stably meet the machining requirements). After inspection, it was confirmed to be a typical surface burning caused by heat accumulation.
– Too small feed rate (f=0.05 mm/rev): The cutting thickness is too thin, the proportion of “friction” in the cutting process is much larger than that of “cutting removal”, the interface between the workpiece and the tool edge enters the “sliding friction dominant zone”, the friction is intense, and the heat cannot be effectively discharged with the chips, leading to heat accumulation.
– Too high cutting speed (vc=180 m/min): Too high cutting speed will significantly increase the heat generation. However, CBN tools cannot conduct or discharge the heat in time, which further aggravates the accumulation of heat on the workpiece surface and eventually causes burning.

Aiming at the root causes of the above problems, the machining parameters are mainly adjusted to optimize heat distribution. The specific optimization measures are as follows:
Adjust the feed rate: Increase the feed rate from 0.05 mm/rev to 0.08 mm/rev, increase the cutting thickness, improve the proportion of “cutting removal”, reduce the sliding friction between the tool and the workpiece, reduce frictional heat generation, and allow more heat to be discharged with the chips.
Reduce the cutting speed: Reduce the cutting speed from 180 m/min to 150 m/min, reduce the heat generation per unit time, alleviate the pressure of heat accumulation, and ensure that heat can be smoothly dissipated through the tool and chips.
After the optimization and implementation, the effect is remarkable: the surface burning phenomenon of the workpiece disappears completely, the surface roughness Ra is stable at 0.8–1.0 μm (meeting the finish machining requirements), and the service life of CBN tools does not decrease significantly, achieving the dual improvement of “quality + efficiency”.
For CBN turning of high-hardness bearing steel (HRC58–62), the core pain point is not “whether it can be cut” — the hardness and heat resistance of CBN tools are sufficient to support the machining needs. The key lies in how to reasonably distribute the heat generated during the cutting process to avoid heat accumulation on the workpiece surface.
If you are currently engaged in finish machining of quenched steel (HRC58–62) and encounter similar problems such as surface burning and unstable surface finish, you can send your machining parameters (material, tool model, cutting speed, feed rate, etc.) to me. I will help you quickly determine the root cause of the problem, distinguish whether it is a process parameter problem or a tool adaptation problem, and provide targeted optimization suggestions.






