27
May
In the precision automated parts manufacturing industry, 20CrMnTi nitrided steel is widely recognized as the preferred material for indexer cams, precision gears, drive shafts and other core components due to its excellent hardenability, high tensile strength and fatigue resistance. After nitriding treatment, the surface hardness of 20CrMnTi nitrided steel can reach HRC58-HRC62. Characterized by high brittleness and low thermal conductivity, this material has always been a tough challenge in precision grinding.

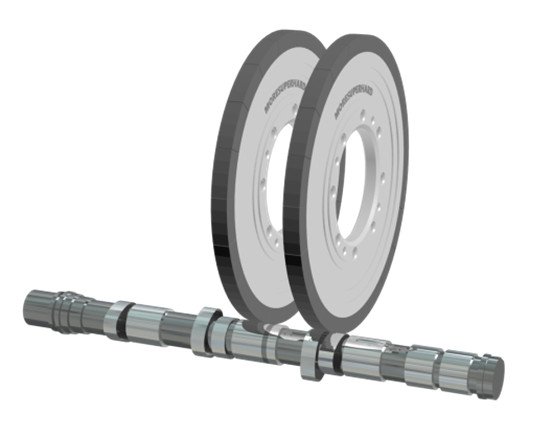
Most processing factories that adopt conventional brown alumina and silicon carbide grinding wheels to machine indexer cams often encounter common defects, including workpiece surface burning, grinding cracks, substandard surface roughness and rapid wheel wear. To machine 20CrMnTi nitrided steel indexer cams efficiently, combining a ceramic CBN grinding wheel with a Hall high-precision grinding machine serves as the optimal precision grinding solution in the industry, which stably delivers a mirror surface finish of Ra0.2.
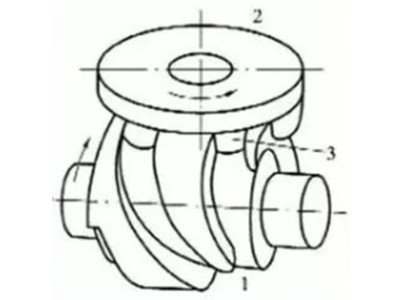
As the core component of intermittent indexers, the indexer cam features a complex curved profile. Its profile accuracy and surface finish directly determine the operating noise and indexing accuracy of automated equipment. Different from ordinary carbon steel, nitrided 20CrMnTi steel has three prominent grinding pain points. Firstly, the hardened nitrided layer generates huge cutting resistance and easily dulls conventional abrasive wheels. Secondly, the poor heat dissipation performance causes grinding heat to accumulate on the workpiece surface, resulting in thermal burning and micro cracks. Thirdly, traditional grinding wheels cannot produce a fine surface texture to meet the Ra0.2 finishing standard for high-end cams.

A Hass CNC grinding machine is adopted for the grinding of 20CrMnTi nitrided steel cams. This machine tool boasts high overall rigidity and minimal positioning error, with a maximum spindle speed of 30,000 RPM and stepless speed regulation across a wide range. The feed system delivers sensitive and precise responses, adapting to dynamic grinding for complex cam curved surfaces and perfectly matching the high-speed processing characteristics of ceramic CBN grinding wheels. It has become mainstream equipment for machining precision special-shaped components.
A vitrified bond CBN grinding wheel is highly recommended for 20CrMnTi nitrided steel. Compared with resin-bonded CBN wheels and traditional abrasive wheels, it is more suitable for the finishing of nitrided steel. The interconnected porous structure stores sufficient coolant to dissipate grinding heat rapidly and prevent thermal damage. CBN abrasives show superior compatibility with ferrous metals with lower dulling speed and outstanding wear resistance. In addition, the vitrified bond features high temperature resistance and structural stability under high-speed grinding conditions. Repeated dressing is available to cut down long-term production costs effectively.


A three-stage grinding process including rough grinding, semi-finish grinding and finish grinding is applied to eliminate cam grinding defects. Material removal is completed step by step to avoid workpiece damage caused by excessive single-pass cutting. The complete set of parameters suitable for Hall grinding machines is listed below:
Grinding Allowance Distribution
– Rough Grinding: Remove heat-treated oxide layers and correct workpiece deformation; unilateral finishing allowance reserved: 0.03-0.06mm
– Semi-finish & Finish Grinding: Repair micro tool marks on curved surfaces and optimize surface roughness; unilateral cutting depth for both processes: 0.01-0.02mm.
Feed Rate and Spindle Speed
– Feed Rate: F600-F900 mm/min. Reduce the feed rate for complex curved areas and increase the rate for smooth profiles to balance accuracy and efficiency.
– Rough Grinding Speed: 8,000-12,000 RPM for efficient bulk material removal
– Finish Grinding Speed: 12,000-18,000 RPM. Dense abrasive cutting tracks refine surface texture to achieve Ra0.2 mirror finish.
Dressing Parameters for Ceramic CBN Grinding Wheels
Wheel dressing quality decides the final accuracy of indexer cams. Diamond dressing rollers are the ideal tool for dressing. Operators shall follow the core principle: run the dressing roller at a higher speed and the grinding wheel at a lower speed, with the optimal speed ratio set to 0.6. For batch production, re-dress the wheel after processing 20 to 30 nitrided steel cams to unclog internal pores and restore abrasive sharpness, ensuring consistent quality of mass-produced workpieces.

By adopting the combined processing solution of ceramic CBN grinding wheels and Hall grinding machines, the dimensional tolerance of 20CrMnTi nitrided steel indexer cams is stabilized within ±0.005mm with a consistent surface roughness of Ra0.2. Metallographic inspection verifies zero white layers, surface cracks and thermal burns on finished workpieces. The assembled indexers operate with low noise and stable indexing precision.
In terms of production cost, ceramic CBN grinding wheels feature a far longer service life than conventional abrasive wheels, which greatly reduces replacement and dressing frequency and improves overall processing efficiency by over 40%. This mature grinding process is not only applicable to various types of indexer cams, but also widely used for 20CrMnTi nitrided steel gears, precision shaft sleeves and special-shaped parts, serving as a reliable solution for manufacturers confronted with nitrided steel finishing difficulties.
Nitrided 20CrMnTi steel poses great challenges to grinding operations. To manufacture high-precision Ra0.2-level indexer cams with low cost and high efficiency, replacing traditional grinding wheels with ceramic CBN grinding wheels matched with Hall grinding machines is the most practical and efficient method. Strictly implement staged material allowance allocation, hierarchical speed settings and a 0.6 dressing speed ratio to achieve stable mass production for small-batch and large-batch orders. This process provides actionable guidance for precision manufacturers engaged in nitrided steel machining.
Long-tail Keywords: How to grind 20CrMnTi nitrided steel, How to achieve Ra0.2 for indexer cam, Hall grinder CBN wheel parameters, Optimal speed ratio for ceramic CBN wheel dressing