06
Mar
In the LCD cutting process, a large glass substrate is first placed on the cutting machine platform. A specific cutting path is then set for the scribing wheel, and a predetermined cutting pressure is applied to drive the wheel to roll along the set trajectory. Guided by the path, the wheel creates a continuous scratch on the glass surface, which is commonly referred to as the cutting line.

Initially, all scribing wheels used for LCD slicing were toothless, featuring smooth edges. Due to the smooth contact surfaces between the wheel and the glass, this type of scribing wheel cannot form deep vertical cracks on the glass when creating cutting lines. As a result, LCDs cut with toothless scribing wheels must be split using a dedicated splitting machine.

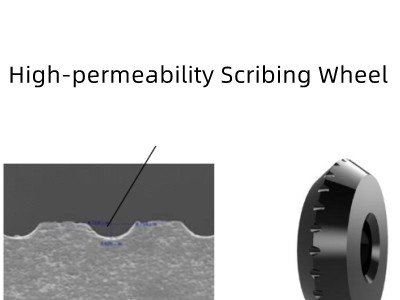
The high-permeability scribing wheel is processed with fine, equally spaced cracks along the edge of a standard scribing wheel. This structural design effectively reduces the likelihood of transverse crack generation during cutting. LCDs cut with high-permeability scribing wheels can be manually split directly without the need for a splitting machine, making this type of wheel the mainstream product in the current market.
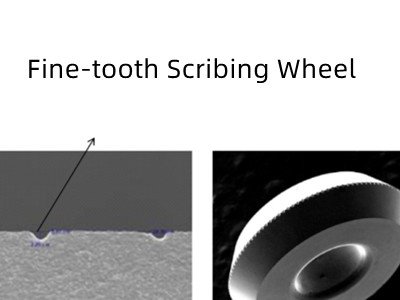
The fine-tooth scribing wheel is a subcategory of high-permeability scribing wheels. Compared with conventional high-permeability wheels, it has a finer cutting edge and smaller tooth profiles, enabling more precise cutting for LCD processing.
After the LCD glass substrate is cut, it needs to be split and separated into individual small pieces. Currently, two primary splitting methods are adopted in the industry: the secondary disconnection method and the direct disconnection method, which are matched with different types of scribing wheels respectively.
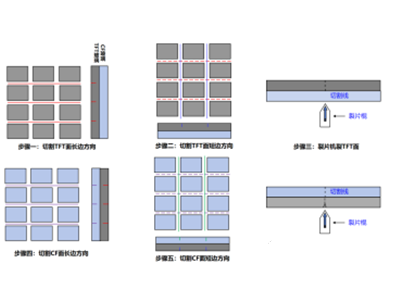
Using a high-permeability scribing wheel for LCD cutting follows a fixed step order, with the core principle of TFT surface first, then CF surface; long side first, then short side. The specific steps are:
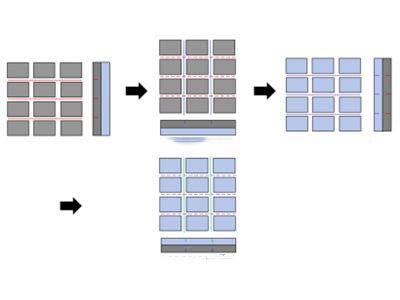
LCD substrates cut by high-permeability scribing wheels adopt the secondary disconnection method, which is divided into two stages:
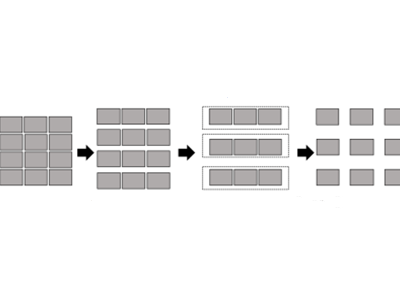
Cutting with a toothless scribing wheel requires alternating cutting and splitting operations, with the core principle of cut and split the TFT surface first, then cut and split the CF surface. The specific steps are:
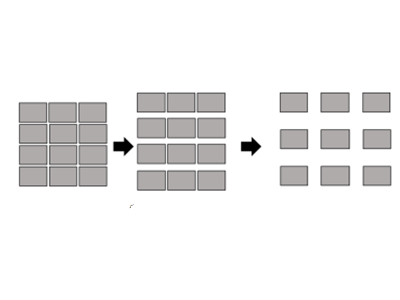
LCD substrates cut by toothless scribing wheels adopt the direct disconnection method: the large glass substrate after complete cutting is directly split into the required small glass pieces in one step without the strip-shaped intermediate stage.
As a key precision component for LCD glass processing, diamond scribing wheels have evolved from toothless types to high-permeability and fine-tooth variants, with optimized cutting and splitting processes matching different wheel types to boost production efficiency and precision. The mainstream high-permeability scribing wheels now realize convenient manual splitting, and the rational selection of scribing wheels and strict adherence to corresponding process flows are essential to ensuring the quality and efficiency of LCD cutting, laying a solid foundation for the smooth progress of subsequent LCD manufacturing procedures.






