26
Jun
Silicon nitride (Si₃N₄) ceramic balls are core rolling elements of high-end precision bearings. Their density is merely 40% of bearing steel, their hardness is close to that of bearing steel, and their high-temperature resistance, oxidation resistance and acid-alkali corrosion resistance are far superior to steel balls. They can operate stably under severe working conditions such as ultra-high speed, high temperature and oil-free dry friction, becoming irreplaceable basic components for key equipment including aerospace, high-speed machine tools and oil & gas exploitation equipment.
Silicon nitride ceramics are confronted with machining bottlenecks: their hardness reaches HV1500~1700, and common abrasives such as corundum and silicon carbide fail to perform effective cutting. Meanwhile, the material has low fracture toughness, and microcracks, surface pits, ball fragmentation and other defects are easily generated during grinding, making it hard to meet the requirements of spherical accuracy, dimensional consistency and low surface roughness specified by bearing standards.


The traditional grinding process adopting V-shaped cast iron plates with free diamond micropowder suffers from extremely low machining efficiency, with the processing time of a single ball up to several hours, accompanied by numerous finished product defects and low yield, which cannot meet the demands of mass industrial production. Diamond is the hardest known natural material (HV8000~10000), acting as a special superhard abrasive for silicon nitride ceramic machining. Fabricating diamond abrasives into bonded special grinding wheels can balance machining efficiency and forming accuracy, which has become the mainstream technical upgrading route for ceramic ball processing. Clarifying the action mechanism and selection standards of diamond grinding wheels in different grinding procedures is a core breakthrough point to optimize the grinding technology of silicon nitride ceramic balls, reduce costs and improve product quality.
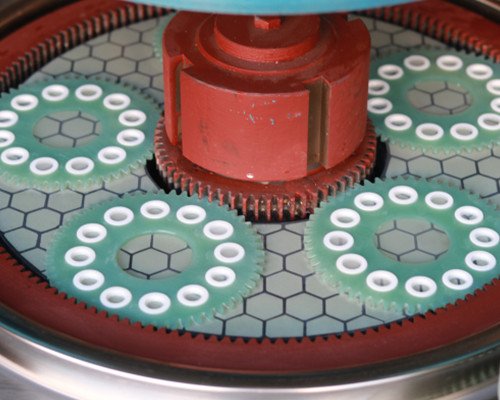
The complete grinding process of silicon nitride ceramic balls consists of two core procedures: rough grinding and fine lapping. The two procedures differ greatly in machining objectives, material removal capacity and precision requirements, so diamond grinding wheels undertake completely different machining functions, and their structural and formula designs need targeted matching.
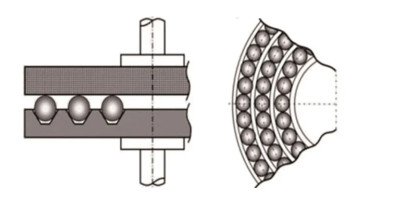
In the early stage, rough grinding of ceramic balls adopted V-shaped cast iron plates matched with free diamond micropowder for grinding. The abrasives removed materials through random rolling and extrusion with weak cutting effect, resulting in long processing cycles and frequent batch defects such as ball pits, circumferential stripes and broken balls.
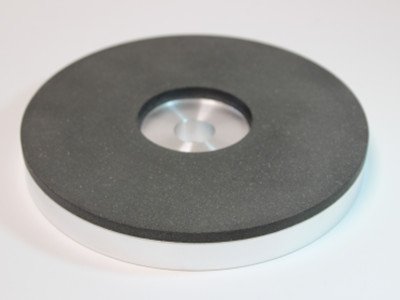
Bonded diamond grinding wheels thoroughly solve the efficiency shortcoming of free abrasive machining: abrasives are evenly fixed inside the binder, and continuous cutting edges are densely distributed on the wheel working surface to remove ball blank stably and continuously. Test data show that under the same processing conditions for silicon nitride ceramic balls with the same specification, the material removal efficiency of rough grinding by bonded diamond grinding wheels is 5~8 times higher than that of traditional free abrasive grinding. Taking φ4.7625 mm ceramic ball blanks as processing objects, the single-piece processing time can be greatly shortened, labor costs reduced, and typical surface defects of traditional processes eliminated simultaneously.
The core objective of rough grinding is to rapidly remove large margins of sintered blanks and complete basic ball forming. The core requirements for grinding wheels are high sharpness, excellent self-sharpening performance and stable wear resistance. Ceramic-bonded diamond grinding wheels are the optimal choice for rough grinding: the ceramic binder matrix has high brittleness, and micro-fractures occur along grain boundaries under grinding force, leading to synchronous shedding of passivated diamond abrasives and continuous exposure of brand-new sharp cutting edges. The grinding resistance is low, the processing temperature rise is small, and the efficient cutting state can be maintained for a long time.
Ceramic balls after rough grinding only meet the basic spherical contour, while diameter dispersion, spherical error and surface roughness fail to match the service standards of high-end bearings. The fine lapping procedure is required to process workpieces to ultra-high precision grades G5~G2 specified in GB/T308.1 standard.
The material removal capacity of fine lapping is only at the micrometer level, with core demands of minimal surface damage, ultra-high sphericity and mirror-level surface quality. Diamond grinding wheels transform from “large-margin cutting tools” to micro-precision shaping tools. Resin-bonded diamond grinding wheels adapt to fine lapping conditions: phenolic resin organic matrix possesses moderate elasticity, which can buffer abrasive cutting depth and avoid microcracks on ceramic surfaces caused by hard cutting; auxiliary fillers such as chromium oxide and green silicon carbide are compounded in the formula to further optimize grinding and polishing effects.
Resin-bonded fine lapping grinding wheels developed by domestic enterprises, matched with 1000#~5000# diamond micropowder, can stably produce G2-grade silicon nitride ceramic balls. Relevant products have passed industrial scientific and technological achievement appraisal, with comprehensive technologies reaching the international advanced level, realizing domestic substitution of high-end ceramic ball processing equipment.
| Machining Procedure | Functional Positioning of Grinding Wheel | Core Technological Requirements | Preferred Binder | Core Advantages of Selection |
|---|---|---|---|---|
| Rough Grinding | Efficient margin removal and ball forming | High removal efficiency, sustained sharpness, low temperature rise | Ceramic Binder | Excellent self-sharpening performance, automatic shedding of passivated abrasives, high cutting efficiency and low grinding heat |
| Fine Lapping | Micro-precision shaping and polishing for quality improvement | High spherical accuracy, low surface damage, low roughness | Resin Binder | Elastic matrix, uniform cutting depth, microcrack suppression, finished product accuracy up to Grade G2 |
Bonded diamond grinding wheels become the only mature large-scale solution for silicon nitride ceramic ball processing, which is jointly determined by three factors: material cutting mechanism, processing technology comparison and industrialization demand, with no low-cost equivalent alternatives available.
Threshold Limitation of Abrasive Hardness
Grinding follows the basic mechanism that abrasives with higher hardness remove workpiece materials. The hardness of silicon nitride ceramics exceeds HV1500, and common abrasives cannot complete cutting; only two types of superhard abrasives, diamond and cubic boron nitride (CBN), are available for machining. CBN is prone to chemical reactions with metals at high temperatures and suitable for steel processing, while its application in ceramic ball grinding easily leads to abrasive failure and workpiece corrosion, resulting in limited practical application. Diamond features strong chemical inertness and ultra-high hardness, acting as a special abrasive for silicon nitride processing. Compared with free abrasives, bonded grinding wheels can realize continuous automatic mass processing and serve as the optimal industrial carrier.
Comprehensive Performance Advantages over Free Abrasives
Grinding with free diamond micropowder has inherent drawbacks: uneven abrasive dispersion, small single cutting removal capacity, large abrasive loss, obvious fluctuation of processing quality and poor adaptability to automation. Bonded diamond grinding wheels firmly fix abrasives inside the binder, greatly improving abrasive utilization rate with stable and controllable processing status. Continuous assembly line operation can be realized with special grinding fluid, and the industrial upgrading trend of “grinding replacing lapping” is clear.
Core Carrier Connecting Ceramic Blanks and High-Precision Finished Products
Without special bonded diamond grinding wheels, silicon nitride ceramic balls cannot balance processing efficiency and finished product accuracy. Ceramic-bonded grinding wheels solve the mass production efficiency problem of rough grinding, while resin-bonded grinding wheels guarantee ultra-high precision requirements of fine lapping. The two types of grinding wheels convert the ultra-hard cutting performance of diamond into stable, controllable and replicable industrial processing capacity in batches, acting as key equipment to connect the whole processing flow of silicon nitride ceramic balls.
The selection of grinding wheels directly determines processing efficiency, ball accuracy, wheel service life and finished product yield. The selection should comprehensively match five core parameters including binder, diamond abrasive grain size, wheel outline dimension, abrasive concentration and porosity combined with machining objectives of rough grinding and fine lapping.
The binder determines the self-sharpening performance, elasticity, abrasive holding force and heat resistance of grinding wheels, and the applicable scenarios of three mainstream binders are clearly distinguished:
1. Ceramic Binder (Special for Rough Grinding)
Advantages: Excellent self-sharpening performance of brittle matrix, sharp grinding, low cutting temperature and long-term non-passivation during processing; Disadvantages: Weak impact resistance. Under the large-margin cutting condition of rough grinding, the benefit of efficiency improvement far outweighs the shortcoming of impact resistance, making it the standard selection for rough grinding.
2. Resin Binder (Special for Fine Lapping)
Advantages: Moderate matrix elasticity, soft cutting, no obvious micro-damage on workpiece surfaces and excellent polishing effect; Disadvantages: Poor heat resistance and fast wear under high-speed and heavy loads. The micro-cutting condition of fine lapping has low requirements for heat resistance, and its advantages in surface quality are irreplaceable.
3. Metal Binder (Special Forming Grinding Scenarios)
Advantages: Strongest holding force on diamond, high wear resistance, excellent thermal conductivity and stable wheel contour under heavy loads; Disadvantages: Excessively high matrix toughness leads to difficulty in shedding passivated abrasives and extremely poor self-sharpening performance, with continuous decline of cutting efficiency during long-term processing. It is not applicable to conventional rough grinding and fine lapping procedures, only for customized special processing requiring long-term maintenance of wheel forming contour.
Abrasive grain size directly determines the cutting depth of single abrasive grains, and there is an inverse restriction relationship between processing efficiency and surface quality, which should be selected by grading according to procedures:
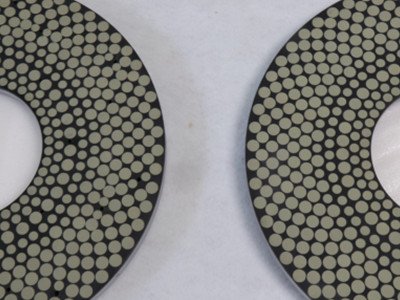
Traditional imported grinding wheels for ceramic balls only have a diameter of 200~300 mm and narrow working surface ring width, resulting in small single-batch processing quantity and short contact trajectory between balls and wheels, as well as large dispersion of sphericity. Domestic enterprises independently develop large-diameter and wide-working-surface wheel schemes with typical technological parameters: outer diameter of 800~1000 mm and radial ring width of 200~240 mm on the working surface.
Technical advantages: Large-diameter wheels achieve higher grinding linear speed and significantly improved material removal efficiency; wide working surfaces extend the contact trajectory between wheels and silicon nitride ceramic balls, leading to uniform stress on balls and synchronous reduction of spherical error and dimensional dispersion, supporting large-scale precision mass production of silicon nitride ceramic balls.
1. Abrasive Concentration: It refers to the volume ratio of diamond abrasives in the binder. The concentration of fine lapping wheels is generally controlled at 75%~200% (the volume of diamond accounts for 18.75%~50% of the wheel working layer). Excessively high concentration increases cutting resistance and easily causes surface cracks on silicon nitride ceramic balls; excessively low concentration leads to insufficient cutting abrasives and sharp decline of processing efficiency.
2. Porosity: The porosity of both rough grinding and fine lapping wheels is controlled below 5% to ensure matrix strength and abrasive holding capacity of wheels. The requirements of chip removal, heat dissipation and anti-blocking during processing are not realized by porosity, but completed by special grinding fluid added with polar organic substances to dissipate heat and flush chips and avoid passivation caused by wheel working surface blockage.
Bonded diamond grinding wheels serve as irreplaceable core tools for the whole processing flow of rough grinding and fine lapping of silicon nitride ceramic balls, and their formula and structural parameters must be strictly matched with machining objectives of procedures:
1. Ceramic-bonded diamond grinding wheels with coarse grain size of 80#~200# are preferred for rough grinding, realizing rapid removal of large margins relying on high self-sharpening characteristics and improving mass production efficiency;
2. Resin-bonded diamond grinding wheels with micropowder of 1000#~5000# are selected for fine lapping, realizing micro-precision polishing by virtue of matrix elasticity and stably producing G2-grade high-precision ceramic balls;
3. The core logic of grinding wheel selection: binders determine applicable processing scenarios, abrasive grain sizes determine finished surface quality, wheel outline dimensions determine mass production efficiency, and abrasive concentration & porosity act as auxiliary parameters to optimize processing stability.
In the future, the bearing industry will continuously promote the popularization of the “grinding replacing lapping” technology for silicon nitride ceramic ball processing. Diamond grinding wheels will iterate towards special formulas, large sizes, ultra-high precision and long service life, further reducing the domestic production cost of high-end ceramic bearings and improving the independent supporting capacity of core components for domestic high-end equipment.