
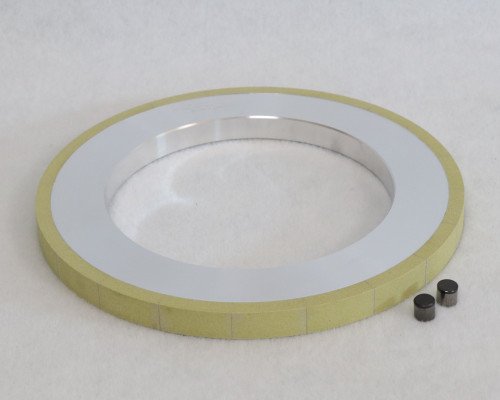

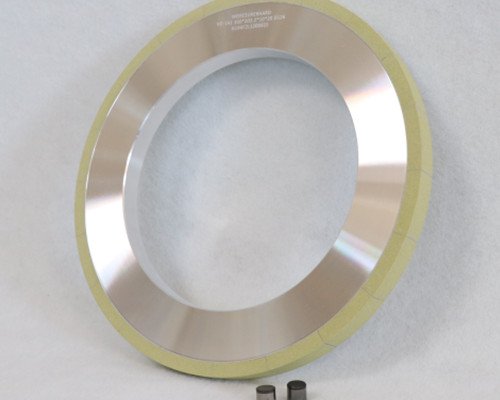
Applications of diamond cylindrical wheel
Diamond wheels are widely used in Oil and Gas drill, mining drill industry. Cylindrical grinding wheel can be used for grinding PCD bit teeth and many other parts. Vitrified diamond Cylindrical grinding wheel for rough grinding the cylinder of polycrystalline diamond compacts (PDC cutter). Compared with resin diamond grinding wheel, Moresuperhard grinding wheels lead to 35% grinding cost reduced, 40% grinding time of each PDC saved, and the size precision of PDC improved.
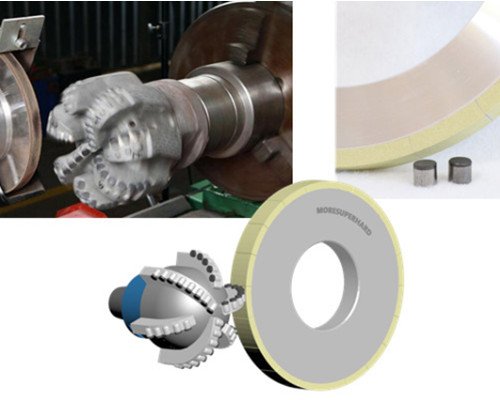
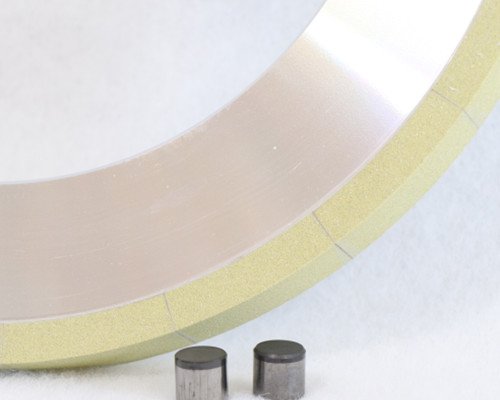
PDC (polycrystalline diamond compact) is a composite material sintered by diamond powder and carbide substrate under high temperature and high pressure. The abrasion loss reach 13-40 million, that are extremely difficult to process. Vitrified diamond Cylindrical grinding wheel for rough grinding the cylinder of Polycrystalline Diamond Compacts (PDC cutter).
Features of vitrified diamond grinding wheel
1. Vitrified diamond grinding wheel is 3 times the grinding efficiency of the resin diamond grinding wheel.
2. Vitrified diamond grinding wheel do not need to be dressed no longer, in addition to the in the entire grinding process, in addition to the grinding wheel surface sharpen first. Resin diamond grinding wheel must be trimmed 7 to 12 times, or do not grind the workpiece.
3. The side of PDC which is ground by vitrified diamond grinding wheel project into rectangular, the two surface size is the same. The dressing time will reduce when grinding, and the workpiece processing accuracy is high, and the gloss is high. vitrified diamond grinding has large overall elastic modulus, good rigidity, heat resistance, will not cause cutter back-off phenomenon.
4. The workpiece finish is better than that of resin diamond grinding wheel process. The products which are processed by vitrified diamond grinding wheel can reach the mirror gloss, coarse grinding and fine grinding as one process will be completed.
5. When vitrified diamond grinding wheel grinding PDC product, it has high grinding efficiency, less dressing time, high accuracy of workpiece processing size, good finish, vitrified diamond grinding wheel is the ideal of grinding PDC.
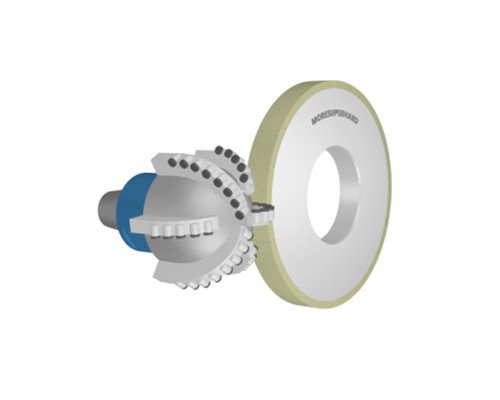
6. The centerless vitrified diamond grinding wheel is suitable for finish grinding polycrystalline diamond compacts(PDC).


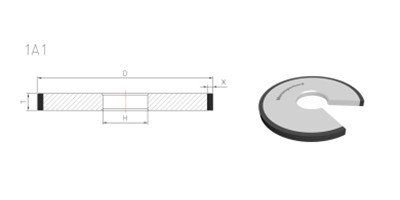
Specification Of External Cylindrical Diamond Wheel
|
Model |
D (mm) |
T (mm) |
H (mm) |
X(mm) |
|
1A1 diamond wheel |
350 |
40 |
127 |
10 |
|
400 |
40 50 |
203 |
10 |
|
|
400 |
40 50 |
305 |
10 |
|
| Other size can be designed, according to the customers’ requirement | ||||
How to produce PDC cutters?
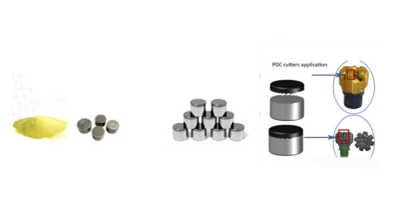
As is known to us all, PDC-Polycrystalline Diamond Compact is widely used for oilfield PDC bit, gas exploration bit, PDC coal mining bit, geological exploration PDC bit.
1. Materials: select and purchase high purity raw materials and auxiliary materials.
2. Coining: strictly control the diamond shape,re-coin the purchased raw materials, and do the best to eliminate the diamond particles with irregular shapes such as strip ones to obtain diamond particles with good roundness and which are basically spherical.
3. Classification: put the mixed powder into the beaker, add super-purgative deionized water, stir and mix it evenly, select required particle size in accordance with the settling time theory of different particle sizes, and use the laser particle size analyzer to accurately measure the distribution of particle sizes;
4. Purification: perform hydrogen reductive treatment to diamond micro-powder, cobalt powder and other raw materials; hydrogen reductive treatment techniques: process it in the hydrogen reducing furnace, select different treatment temperatures in accordance with different materials, and the proximate range should be between 500-800℃;
5. Burdening: mix the diamond, cobalt powder and a small amount of microelements in accordance with a certain proportion, of which the diamond particle sizes should be under strict control, and the mixture ratio of average particle size and different particle sizes should be emphasized.
6. Assembling: press the pyrophyllite blocks with cubic shapes on the 200t oil hydraulic press; perform vacuum heat treatment to the ball milled materials under a vacuum degree of 10-3Pa, put the material into the molybdenum cup as soon as possible after discharge and cooling, and cover it well with a molybdenum cap;
7. Synthesis: choose a cubic press of appropriate tonnage in accordance with the size of PDC to perform super high pressure-high temperature synthesis. Synthesis of big-size PDC requires cubic press of big tonnage, and sometimes the current biggest domestic cubic press of 20,000 tonage is needed in accordance with special technological requirements of some products and procedures. Required temperature is 1500-1800℃, and the biggest pressure is 6GPa. This step is the most important part in the whole procedure as well as core of the technology, and technological parameters must be optimized to generate optimized synthesis technology. Parameters used in the synthesis need to be adjusted in accordance with different product categories and sizes;
8. Sand blast: the synthesized product is in the pyrophyllite block. First remove the pyrophyllite block and covered molybdenum cup, and then perform sand blast treatment to remove adhered oxide and pyrophyllite from the synthesis process and removal of the pyrophyllite block and molybdenum cup to expose the product billet;
9. External grinding: use the cylindrical grinder to perform external grinding to the product billet. Because the material may have fluctuated during the super high pressure-high temperature synthesis, so the obtained product may not have a perfect shape and meet the requirement of product appearance, and a perfect cylinder has to be obtained through external grinding.
10. Grinding: electric discharge machine (EDM) is mainly adopted to perform the breakthrough technology of face cutting to overcome the defects of long process time and big amount of abrasive materials during the pure grinding; after using the electric discharge machine (EDM) to cut the product billet close to the required size, then use the high-precision double-faced grinding machine to grind it into the required size (thickness)
11. Chamfer of flat grinding: the chamfer should be about 0.1-0.5mm with an angle of 45; the blades can be divided into cutting blades of different sizes and shapes in accordance with the customer requirement
12. Product inspection: in accordance with technical requirements of the company and customer, inspection of items such as appearance, dimensions (including dimensional tolerances, flatness, surface defect, mechanical damage and corrosive degree of long storage





