
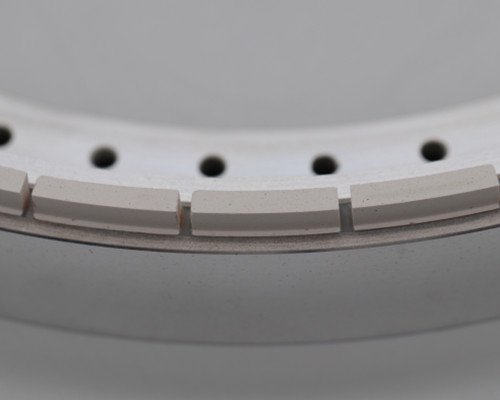

•Using porous ceramic bonding agent with high self-sharpening properties
• High feed speed, up to 500um/min, greatly improving processing efficiency
• Unique binder formula, excellent processing quality, low wear of the grinding wheel itself, long service life
• Can be customized according to customer requirements, providing suitable grinding wheels according to different machines and grinding processes
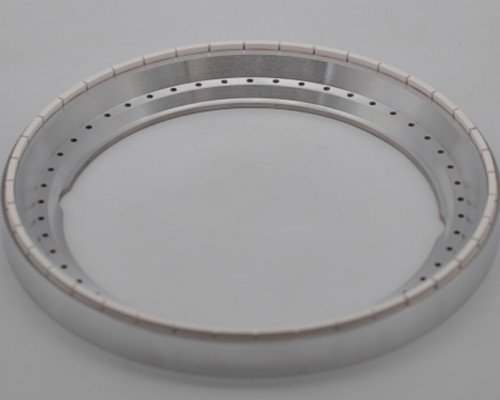
Importance of vitrified bond diamond back grinding wheel
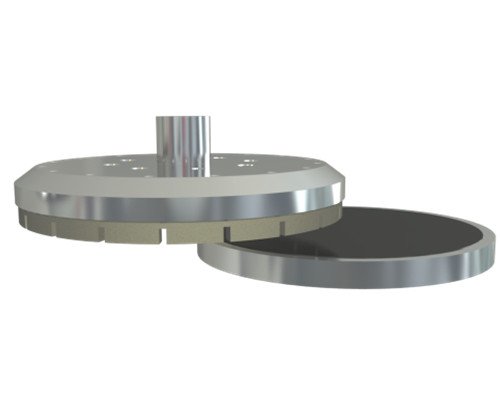
Diamond Back Thinning grinding wheels play an important role in the chip preparation process. On the one hand, the thinning process can reduce the overall thickness of the chip, which is beneficial to heat dissipation and integration; on the other hand, it can reduce the thickness of the damage layer and surface roughness of the wafer surface, releasing The internal stress accumulated inside the wafer caused by various processes before thinning reduces the degree of collapse of a single chip during the dicing process.
| Model | D (mm) | T (mm) | H (mm) |
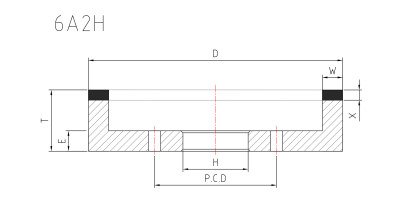 6A2/6A2H 6A2/6A2H |
175 | 30, 35 | 76 |
| 200 | 35 | 76 | |
| 350 | 45 | 127 | |
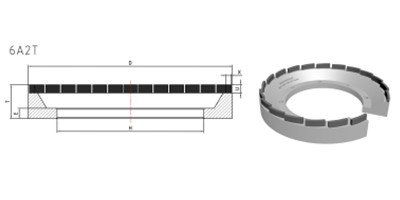 6A2T |
195 | 22.5, 25 | 170 |
| 280 | 30 | 228.6 | |
| 6A2T(three ellipses) |
350 | 35 | 235 |
| 209 | 22.5 | 158 | |
| Other specifications can be produced according to customers’ requirement. | |||
Grain sizes 2000#-15000# meet your grinding requirements from rough grinding to fine grinding.
The main difficulties in making fine-grained grinding wheels (5 microns or less) are:
1. Quality control of micron powder abrasives. For example, diamond micropowders. Micropowders finer than 5 microns are prone to large particles and flakes, which will seriously affect the quality of the processed surface and must be controlled. Micropowders finer than 2 microns are prone to soft agglomeration, which will affect the uniformity of the mixture. In addition, batch stability is a common problem for various micropowder manufacturers, and D50, particle size distribution width, particle shape, etc. fluctuate within a wide range.
2. Refinement of binder particle size. The particle size of the binder must match the particle size of the abrasive. Therefore, when making a grinding wheel with a fineness of less than 5 microns, the particle size of the binder should also be less than 5 microns. However, it is difficult to refine the bond to less than 5 microns with the existing ball milling process.
3. The most difficult and critical aspects are: mixing uniformity and molding uniformity. The traditional dry mixing method is difficult to mix powders finer than 5 microns; the finer the powder, the greater the bulk density, the more serious the pressure attenuation during cold pressing, and the internal structure of the grinding wheel is difficult to be uniform, resulting in grinding failure. The cutting process is unstable. Therefore, how to make the structure of the grinding wheel uniform and batch stable is a very, very important issue.
To address the above difficulties or issues, we have done the following:
1) “Loose mass” of fine powder of 2 microns; 2) Ultra-fine production of ceramic binder; 3) Homogenization of fine powder of 5 microns; 4) “Granulation” of fine powder of 5 microns ;5) 2 micron microscopic quality inspection of fine powder.
Based on the above work, we innovatively developed the “wet process” over three years, perfectly solving the key issue of “uniformity”. This process is perfectly suitable for the production of ultra-fine-grained grinding wheels of 2 microns or even 1 micron, and has been verified by end manufacturers.





