18
Mar
Optical glass is the core material for optical lenses and precision optical components. Its surface accuracy and form integrity directly determine imaging quality and light transmission performance.
Grinding is a critical intermediate process in the cold machining of optical glass, connecting cutting/rough shaping and precision polishing.
Through the coordinated action of abrasives and grinding plates, it achieves controllable material removal and surface correction, laying a solid foundation for high-quality polishing and directly affecting yield rate and final performance.
Optical glass lapping is not simply material removal, but a precision process that balances dimensions, surface form, and surface integrity.
The four core objectives are closely interconnected:
After cutting and rough shaping, the glass surface forms a mechanical damage layer containing micro-cracks, residual stress, and edge chipping.
If polished directly, defects such as pits, scratches, or even cracking may occur.
Grinding removes this damaged layer in a controlled manner, eliminates residual stress, and restores the dense structure of the glass, ensuring stability for subsequent processing.
The initial blank often deviates from design specifications in thickness, size, and parallelism.
Grinding ensures uniform material removal, bringing the workpiece to target dimensions and tolerances while reserving a stable polishing allowance, preventing dimensional deviation in later processes.
Optical glass requires extremely high surface flatness.
After rough machining, surfaces often show waviness and form deviation.
Grinding corrects form errors, reduces roughness, and eliminates warping or unevenness, ensuring optical-grade surface quality.
Polishing can only achieve mirror finish but cannot correct major form errors or remove deep subsurface damage.
Grinding provides a uniform micro-rough surface without deep cracks and ensures correct form and dimensions, significantly improving polishing efficiency and preventing defects.

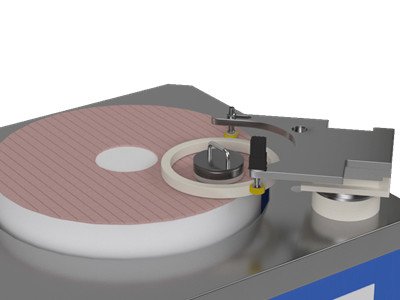
Optical glass lapping is a coordinated precision system involving abrasives, grinding plates, machine motion, and process parameters.
Improper control of any factor will affect final quality.
High rigidity and low vibration machines are required, especially for fine grinding, to avoid surface waviness.
Planetary motion ensures uniform material removal across the surface and avoids form errors such as center-high or center-low.
Slurry must be filtered to remove debris and prevent scratches caused by contaminants.


| Category | Workpiece | Process | Material / Type |
|---|---|---|---|
| Abrasive | Optical Glass | Rough Grinding | Cerium oxide, iron oxide, or diamond pad |
| Fine Grinding | Cerium oxide (1.2–1.8 μm) | ||
| Sapphire | Rough Grinding | Silicon carbide (~320#) | |
| Fine Grinding | Diamond (~3 μm), Alumina | ||
| Slurry | Optical Glass | Rough | Water + abrasive |
| Fine | Water + cerium oxide | ||
| Sapphire | Rough | SiC + cutting fluid | |
| Fine | Diamond + oil | ||
| Grinding Plate | Optical Glass | Rough | Diamond grinding pad |
| Fine | Polyurethane pad | ||
| Sapphire | Rough | Cast iron plate | |
| Fine | Copper / tin / alloy plate |
Common defects include scratches, form deviation, uneven thickness, and edge chipping.


Overall, the grinding of optical glass serves as a pivotal link within the realm of precision cold processing; it necessitates a rigorous command over the compatibility of four core elements, while simultaneously balancing processing efficiency with quality stability. As optical components evolve toward higher precision and miniaturization, grinding processes must undergo continuous, fine-tuned refinement. Only through standardized operational practices and strict attention to detail can a solid foundation be established for subsequent polishing stages, thereby yielding high-quality optical glass components that meet the exacting performance requirements of high-end optical products.









