11
May
The client is a professional manufacturer focused on the precision processing of semiconductor high-purity copper and copper alloy materials. Its core processed materials include high-purity copper (copper content ≥90%) and semiconductor-specific lead frame copper alloys, widely applied in the post-process precision machining of semiconductor lead frames, copper interconnection structural components, and thermal management copper parts for semiconductor equipment.
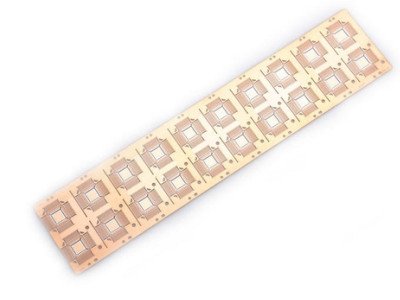

With the continuous upgrading of semiconductor manufacturing processes, downstream industries have raised stricter requirements for the surface flatness, defect-free performance and bonding reliability of copper workpieces. The industry processing trend has shifted from traditional stamping and rough machining to ultra-precision grinding and mirror polishing. The client’s original processing solution could no longer meet the ultra-precision surface standards for high-end manufacturing, creating an urgent demand for customized optimized grinding wheel and PCD tooling solutions to achieve stable mass production.
Copper features soft texture, high ductility and excellent thermal conductivity, which easily causes various process defects during precision grinding, turning and milling. Combined with the ultra-high precision standards of the semiconductor industry, the client faced the following key production challenges:
The client’s original 3000–4000# diamond grinding wheels only deliver a surface roughness of Ra 0.1–0.2μm, which cannot stably achieve the target of Ra≤0.03μm mirror ultra-precision surface and restricts the delivery of high-end semiconductor products.
Soft copper materials are prone to grinding wheel loading and clogging, workpiece burrs, surface tearing and thermal deformation during processing. The poor surface quality and inconsistent precision fail to meet the high-precision bonding requirements of semiconductor copper interconnections and lead frames.
The client’s existing tools are mainly medium-grain domestic PCD inserts (5μm, 10μm, 15μm), which are only suitable for rough and semi-finish machining. The lack of ultra-fine grain tools for final ultra-precision finishing requires extensive follow-up grinding compensation, resulting in low overall production efficiency.
Based on the client’s MYTECH grinding equipment parameters, copper machining process characteristics and Ra 0.03μm ultra-precision target, we optimized diamond grinding wheel specifications, bond types and PCD tool system, building a full-process solution covering rough grinding, precision grinding, ultra-precision grinding and precision turning & milling.
In accordance with the corresponding relationship between grinding wheel grain size and surface roughness, we adopted graded precision matching for full-process machining:
Bond Recommendation: Vitrified bond grinding wheels are prioritized for their outstanding self-sharpening performance and high shape retention, which effectively reduce wheel loading and clogging in copper machining and ensure consistent precision in batch production. For ultra-precision processes, metal bond grinding wheels with PG formula are matched with ELID online electrolytic dressing to significantly improve mirror processing stability and wheel service life.


On the basis of the client’s existing medium-grain tools, we improved the full-process PCD tool matrix to balance processing efficiency and surface quality:
Compared with traditional carbide tools, PCD tools feature sharper edges and superior anti-adhesion performance. In non-ferrous copper machining, their service life is multiplied, effectively reducing the client’s tool replacement costs and downtime losses.


To ensure stable solution implementation and adapt to mass production requirements, we formulated a phased sample testing, parameter verification and batch launch plan to guarantee long-term process stability.
We adopted a gradient grain size testing scheme from 4000#, 6000#, 8000# to 10000#, and finally verified 1–2μm micro-powder ultra-precision grinding wheels. High-concentration diamond grinding wheels with vitrified bond are provided as priority samples, with metal bond ultra-fine grinding wheels as alternative options to match the client’s equipment operating conditions.
We implemented a strict three-stage processing logic: 600–2000# for forming rough grinding, 4000–8000# for precision grinding, and 10000+ micro-powder grade for mirror ultra-precision grinding. Core data including wheel speed, feed rate, cutting depth, coolant flow, multi-point Ra value measurement, wheel wear and loading status are fully recorded during a 2–3 month testing cycle to verify batch production stability. Regular dressing and ELID online dressing are applied to continuously optimize processing consistency.
4000# grinding wheels are adopted as standard semi-finish grinding configuration and 600# wheels for forming processing. Small-batch 8000# and 10000# high-end grinding wheels are launched synchronously to quickly achieve the Ra 0.03μm precision target and realize smooth transition from old to new processes. Meanwhile, multi-grain and multi-brand PCD inserts are provided for comparative testing to adapt to different copper alloy grades.
The customized integrated grinding wheel and PCD tooling solution thoroughly solves core defects in high-purity copper/copper alloy machining, including wheel clogging, burrs, thermal deformation and insufficient precision, bringing three major upgrades for the client:
1. Precision Breakthrough: Stably achieves Ra≤0.03μm mirror surface, meets high-end process standards for semiconductor copper interconnections and lead frames, and ensures product bonding reliability.
2. Yield Improvement: Effectively eliminates wheel loading, surface tearing and built-up edge defects, delivering damage-free workpieces and significantly improved batch processing consistency.
3. Cost Reduction & Efficiency Improvement: The complete full-grade tool and grinding wheel system simplifies processing procedures. The ultra-long service life of PCD tools cuts consumable replacement costs, and standardized processes greatly enhance mass production stability and efficiency.
In the future, we will continue to deepen our layout in the field of semiconductor precision machining. We will iteratively upgrade superhard tool and abrasive solutions for high-precision processing scenarios of copper, aluminum alloy, ceramics and semiconductor substrates, empowering the precision and efficient upgrading of the global semiconductor manufacturing industry.





