08
May
Amorphous iron—also known as metallic glass—is a novel type of soft magnetic material that emerged in the 1970s. Produced via a rapid quenching process, its physical state is characterized by a disordered, amorphous arrangement of metal atoms; this structure differs fundamentally from the crystalline lattice of silicon steel, making it significantly more amenable to magnetization and demagnetization.
Material Characteristics: Low loss at high frequencies, high saturation magnetic induction, and exceptional thermal stability.
Application Fields: Its usage is rapidly expanding from traditional power distribution transformers into emerging sectors such as new energy, high-end equipment manufacturing, and electric transportation.
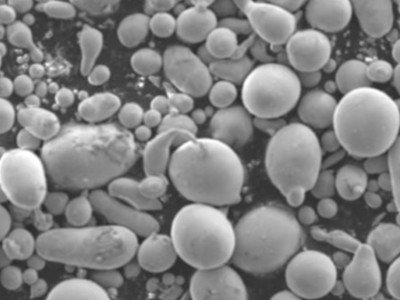

Hard and Brittle Nature: Cutting operations frequently result in edge chipping, cracking, or the formation of micro-cracks.
Stress Sensitivity: Mechanical cutting induces internal stresses that directly degrade the material’s soft magnetic properties and increase iron loss.
Ultra-Thin and Prone to Deformation: When cutting thin ribbons (typically 20–30 μm thick), the material is highly susceptible to wrinkling, lateral deviation, and warping.
Heat Sensitivity and Crystallization Risk: Heat generated during cutting—or thermal effects from laser processing—can cause the amorphous structure to crystallize, rendering the material unusable.
High Precision Requirements: Cutting dies are prone to rapid wear; maintaining precise blade clearance is difficult, often leading to burrs and material delamination.
Process Limitations: Laser cutting and other thermal cutting methods are generally unsuitable; only precision cold cutting techniques can be employed, leaving an extremely narrow margin for processing error.
For cutting amorphous iron, resin-bonded diamond cutting wheels are the universally recognized first choice, while resin-bonded CBN cutting wheels are not suitable.

Amorphous iron has high hardness, high brittleness, and poor fracture toughness, so it belongs to hard and brittle materials. CBN cutting wheels are designed for machining high-hardness ferrous metals with certain toughness, such as hardened steel, die steel, and bearing steel. The material properties are completely mismatched.
Resin CBN Cutting Disc
Amorphous iron is extremely sensitive to temperature, vibration, and mechanical stress. The core differences between resin bond and metal bond are as follows:
Amorphous iron crystallizes above 300–500°C and loses soft magnetic properties.


Resin Diamond Cutting Disc Metal Diamond Cutting Disc






