18
Jun
In the field of superabrasive tools, diamond grinding wheels feature ultra-high hardness, excellent wear resistance and thermal conductivity. They have become core tools for grinding, dressing and polishing hard-to-machine materials such as cemented carbide, ceramics, optical glass and semiconductor materials. According to the source of abrasives, diamond grinding wheels are mainly divided into two categories: natural diamond grinding wheels and synthetic diamond grinding wheels. Due to differences in crystal structure, impurity composition and production processes, the two types show obvious distinctions in crystal morphology, thermal stability, service performance, cost and supply, and are applied to different industrial scenarios.

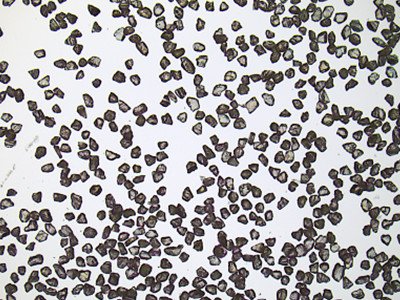
Natural diamonds are natural mineral crystals, mostly presented as octahedrons and rhombic dodecahedrons with high shape irregularity. They contain natural micro-cracks and silicate inclusions formed during geological evolution, which leads to distinct anisotropy. With high crystal purity and no metal impurities, natural diamonds possess outstanding thermal stability and only start slow carbonization at temperatures above 1000°C. As scarce mineral resources, natural diamond raw materials are expensive with sharp price fluctuations, and it is difficult to source large particles or crystals with specific shapes.
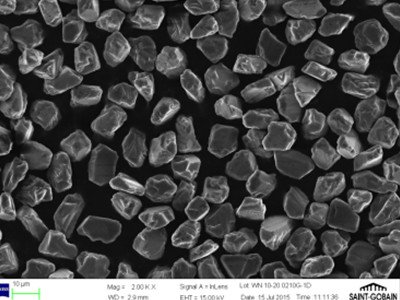
Synthetic diamonds are produced by industrial synthesis, and their crystal morphology is highly controllable. Manufacturers can produce high-strength hexa-octahedral crystals or irregular acicular crystals with good self-sharpening performance. The main impurities are residual metal catalysts including nickel, iron and cobalt. The crystal purity and micro-defects can be artificially adjusted according to production demands. Standard synthetic diamonds will be affected at 700°C to 800°C, while high-grade products after de-metallization treatment have the same thermal stability as natural diamonds. Supported by mature mass production technology, synthetic diamonds have stable supply and prices, complete grading of particle size and strength, and remarkable cost performance.
| Comparison Dimension | Natural Diamond Grinding Wheel | Synthetic Diamond Grinding Wheel |
|---|---|---|
| Crystal Integrity & Shape | Natural octahedrons and rhombic dodecahedrons with high shape irregularity | Highly controllable crystal form, available for high strength or self-sharpening design |
| Internal Defects & Impurities | Contain natural cracks and silicate inclusions, obvious anisotropy | Main impurities are metal catalysts; purity and defects can be manually regulated |
| Thermal Stability | Excellent stability, slow carbonization above 1000°C | Affected at 700°C–800°C for standard grades; equal to natural diamond after de-metallization |
| Cost & Supply | Scarce resources, high and volatile prices, difficult to obtain special particles | Mass-produced, stable price, strict classification and high cost performance |
Natural diamond grinding wheels have ultimate hardness and wear resistance, as well as excellent sharpness of cutting edges. They also deliver outstanding thermal conductivity and thermal shock resistance, which can effectively avoid thermal damage during high-temperature grinding. These advantages make them irreplaceable in ultra-precision and extreme working conditions.
The main disadvantages are prominent anisotropy, high overall use cost, and difficulties in material selection and product standardization. These shortcomings restrict its large-scale application in ordinary industrial production lines.
Synthetic diamond grinding wheels enjoy a high degree of performance customization, which can flexibly balance crystal strength and self-sharpening performance. The supporting surface coating technology is mature, which greatly enhances the bonding force between abrasive grains and binders. Industrial mass production ensures stable product consistency and superior cost performance, so it has become the mainstream choice for modern industrial grinding.
Its limitations are that single crystals still have tiny micro-defects after synthesis. The cutting edge sharpness and ultimate machining capacity cannot match high-quality natural diamond, resulting in performance bottlenecks in ultra-high-end precision machining.
Natural diamond grinding wheels are mainly used for ultra-precision machining, high-gloss polishing, extreme high-temperature working conditions and processing of high-value-added products. Typical applications include dressing of high-end precision cutting tools, gem polishing, finish machining of special optical components and processing of rare hard materials in the aerospace industry.
Synthetic diamond grinding wheels are widely applied to conventional industrial grinding and mass production, such as grinding of cemented carbide tools, cutting and dressing of ceramics, general mold processing, stone grinding and machining of common semiconductor materials. High-grade de-metallized synthetic diamond grinding wheels can replace part of natural diamond products for medium and high-end continuous high-temperature grinding work.


Natural diamond grinding wheels take advantages of extreme physical properties and are the preferred option for high-end ultra-precision machining, while its application scope is limited by resources, cost and structural defects. Synthetic diamond grinding wheels rely on high customizability, reliable standardization and high cost performance to occupy the mainstream industrial market. With the continuous upgrading of synthesis and purification technologies, the performance gap between the two products is gradually narrowing. In practical production, users should select appropriate grinding wheels according to machining requirements, working conditions and cost budget to maximize processing efficiency and product quality.







